dentOne / clear aligner / 3D Orthodontic Software

Item | 압력 방식 | 흡입 방식 |
압력 | 4-6 bar | 4-6 bar |
원리 |  |  |
장단점 | 비싼 가격 높은 성형 퀄리티 | 저렴한 가격 낮은 성형 퀄리티 |
Item | Soft | Medium | Hard |
두께 | 0.5mm (0.02inch) | 0.625mm (0.025inch) | 0.75mm (0.03inch) |
사진 |  | ||
치아이동범위 | 0.6~1.0mm | 0.4~0.6mm | 0.2~0.4mm |
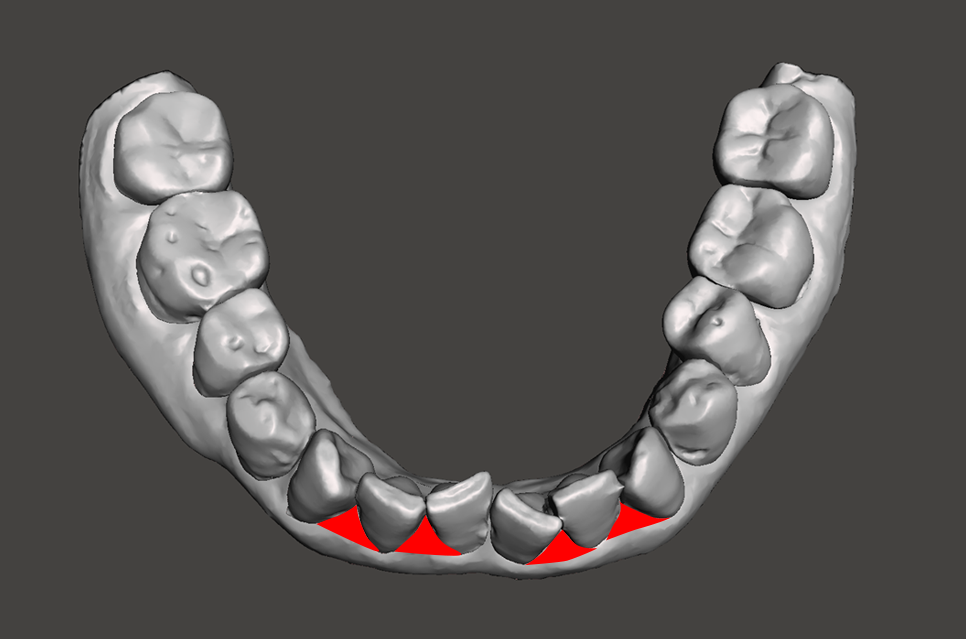
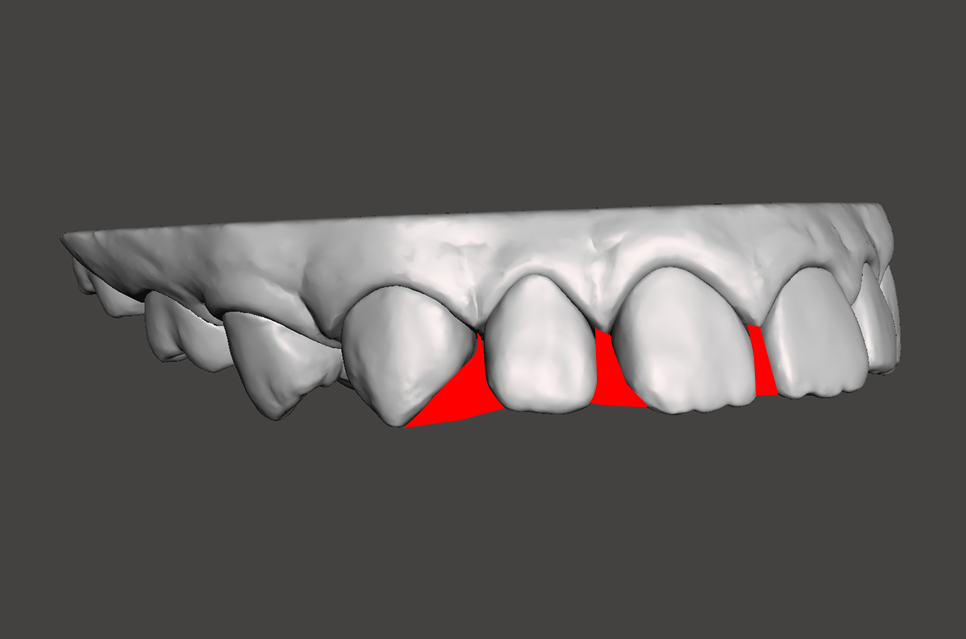
잇몸이 높은 경우 | 잇몸에 맞춰 조절한 경우 | 잇몸에 맞춰 조절한 경우 |
펠릿 조정 | 모델을 낮게 출력 | |
 |  |  |
 |  |  |

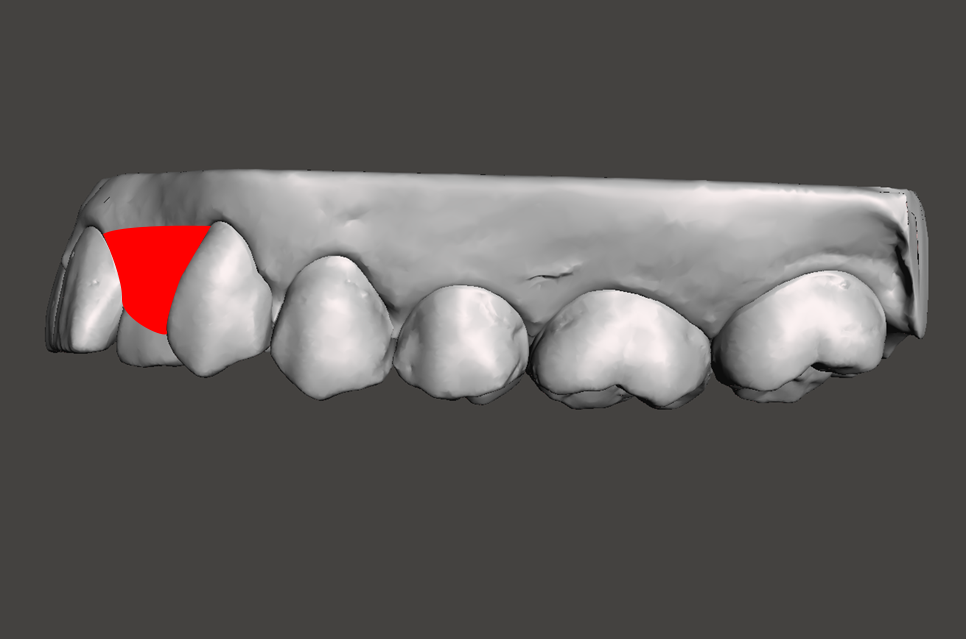
마진 라인을 따라서 | 마진 아래 2~4mm 일자로 |
 |  |
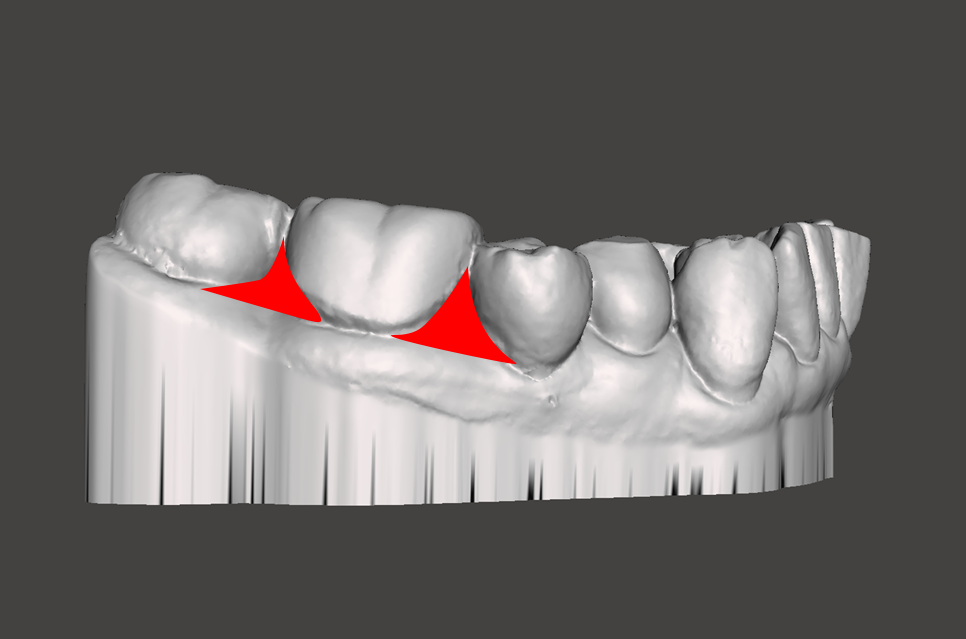
장단점 힘이 상대적으로 적게 전달됨 이물감 없음 | 장단점 감싸는 부위가 많으므로 힘이 많이 전달됨 이물감 있을 수 있음 |